

 English
English  Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার- Dansk
 Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Hvor meget kraftkøler matcher 640T-800T sprøjtestøbemaskinen 10HP Chiller
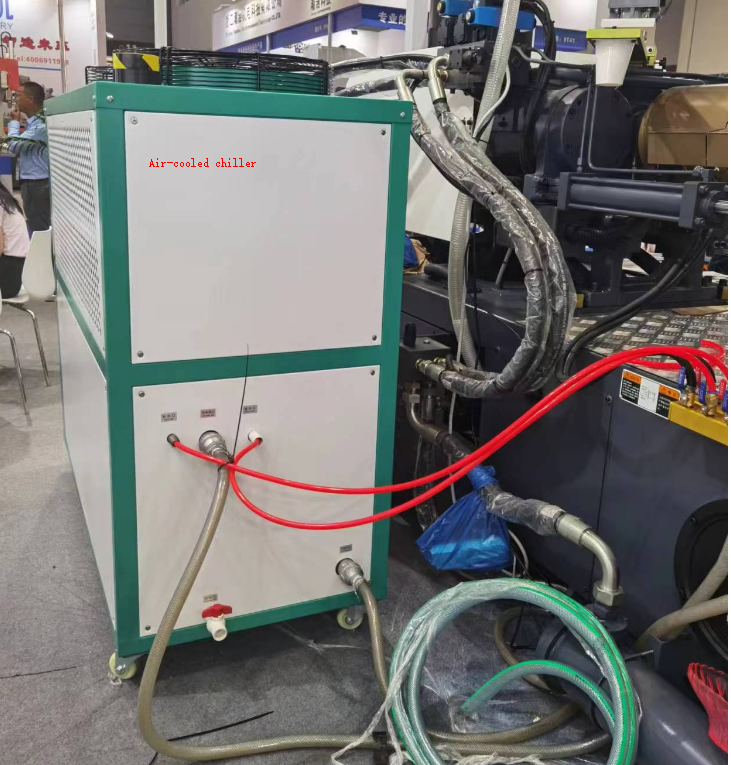
Spændekraften på sprøjtestøbemaskinen er 640T-800T, og støbekapaciteten er 64kg/H-80kg/H. Hvis det er en luftkølet køler, skal du vælge 10HK kølekapacitet, og modellen er XYFL-10. Hvis det er en vandkølet køler, skal du vælge 10HP kølekapacitet. Modellen er XYSL-10. Den vandkølede køler skal tilsluttes en rørledningsvandpumpe og et vandtårn. Den luftkølede køler kan bruges uafhængigt og er nem at installere.
Kerneparametre for XYFL-10,10HK luftkølet køler:
Kølekapacitet: 30KW, kompressoreffekt: 10HP/7,5KW, spændingsfrekvens: 3PH-380V-50HZ (du kan konsultere kundeservice for at tilpasse spændingsfrekvensen i henhold til forskellige lande), kompressormærke: Panasonic, vandtankkapacitet: 145L, fordamperstruktur : Spoletype, kondensatorstruktur: finnetype, vandpumpeeffekt: 750W, kølemiddelmodel: R22 (du kan konsultere kundeservice for at tilpasse miljøvenlige kølemidler), indløbs- og udløbsdiameter: DN40, vægt 380KG.

Følgende er metoden til at vælge envandkølet kølerfor en standard sprøjtestøbemaskine:
Når kølevandstemperaturen på sprøjtestøbemaskinen styres til 5-10°C, matches køleren med 1HP kølekapacitet med 80T.
Når kølevandstemperaturen på sprøjtestøbemaskinen styres til 10-15°C, matches 1HP kølekapacitetskøleren med 100T.
Når kølevandstemperaturen på sprøjtestøbemaskinen styres til 15-20°C, matches 1HP kølekapacitetskøleren med 120T.
Standard sprøjtestøbemaskine valgfriluftkølet kølermetode:
Når kølevandstemperaturen på sprøjtestøbemaskinen styres til 5-10°C, matches 1HP kølekapacitetskøleren med 64T.
Når kølevandstemperaturen på sprøjtestøbemaskinen styres til 10-15°C, matches 1HP kølekapacitetskøleren med 80T.
Kølevandstemperaturen på sprøjtestøbemaskinen styres til 15-20°C, og 1HP kølekapacitetskøleren matches med 96T.

XYSL-10,10HP vandkølet kølerkerneparametre:
Kølekapacitet: 30KW, kompressoreffekt: 10HP/7,5KW, spændingsfrekvens: 3PH-380V-50HZ (du kan konsultere kundeservice for at tilpasse spændingsfrekvensen i henhold til forskellige lande), kompressormærke: Panasonic, vandtankkapacitet: 140L, fordamperstruktur : Spoletype, kondensatorstruktur: skal- og rørtype, vandpumpeeffekt: 750W, kølemiddelmodel: R22 (du kan konsultere kundeservice for at tilpasse miljøvenlige kølemidler), indløbs- og udløbsdiameter: DN40, vægt 450KG.
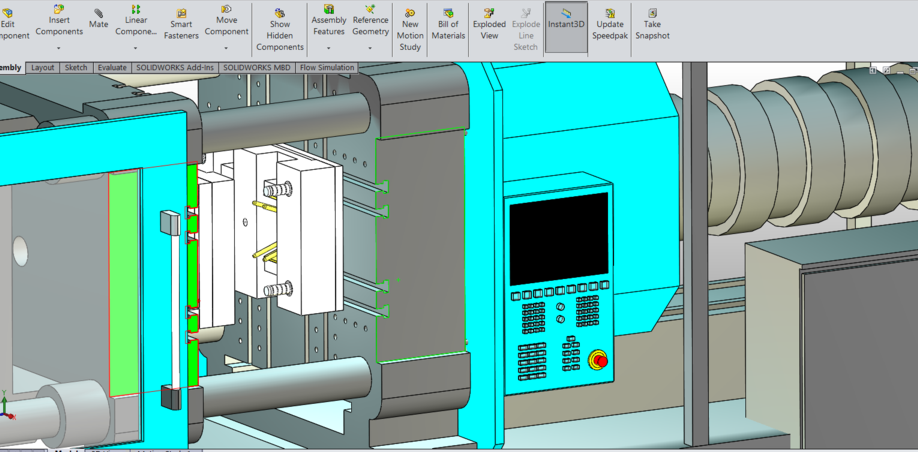
Standard sprøjtestøbemaskinefunktioner: hydraulisk pumpemotor bruges, støbehastigheden er gennemsnitlig, støbetiden er omkring 10 sekunder, men den maksimale klemkraft kan nå flere tusinde tons.
Funktioner ved højhastighedssprøjtestøbemaskine: Den anvender olie-elektrisk hybridkraft fra oliepumpe og servomotor, og støbehastigheden er hurtig. For eksempel er støbetiden omkring 6 sekunder, og spændekraften er i øjeblikket inden for 850 tons.

Højhastigheds sprøjtestøbemaskine matchningsmetode:
Vandkøling er 0,62 gange så stor som standard sprøjtestøbemaskiner, og luftkøling er 0,55 gange standard sprøjtestøbemaskiner.
Udvælgelsesmetode for højhastighedssprøjtestøbemaskine og vandkølet køler:
1 HK kølekapacitet for køleanlæg, standard 50T spændekraft sprøjtestøbemaskine (5-10 ℃)
1 HK kølekapacitet for køleanlæg, standard 62T spændekraft sprøjtestøbemaskine (10-15 ℃)
1 HK kølekapacitet for køleanlæg, standard 75T spændekraft sprøjtestøbemaskine (15-20 ℃)
Udvælgelse metode af højhastigheds sprøjtestøbemaskine ogluftkølet køler:
1HP kølekapacitet kølemaskine er standard udstyret med 45T klemkraft sprøjtestøbemaskine (5-10°C)
1 HK kølekapacitet af køleanlæg, standard 55T spændekraft sprøjtestøbemaskine (10-15 ℃)
1 HK kølekapacitet kølemaskine power standard 66T spændekraft sprøjtestøbemaskine (15-20 ℃)
For eksempel: et par forme producerer PP-produkter, og produktionskapaciteten er 50 kg i timen. Hvad er den nødvendige kølekapacitet? Hvilken størrelse skal en højhastigheds sprøjtestøbemaskine være egnet til?
Q=50×0,48×200×1,35=6480 (kcal/t)
Kølekapaciteten er 6480kcal/t i timen, og kølekapaciteten for den valgfrie kølemaskine er større end 6480kcal/h, 6480÷860=7,5KW=3,2HP, så vælg en kølemaskine med en kølekapacitet på 3-5HP.
Resumé: Anvendelsen af10 HK kølerForarbejdning af sprøjtestøbemaskine kan forbedre produkternes overfladefinish, reducere produktoverflademærker og indre spændinger, forhindre produkter i at krympe og deformere og lette produktformningen og derved i høj grad forbedre produktionseffektiviteten. I den kontinuerlige produktionsproces er det nødvendigt at afkøle produktet for at forkorte produktets hærdningstid, forbedre dimensionsnøjagtigheden, støbekvaliteten og overfladekvaliteten af emnet. Desuden kan det også reducere skaderne på maskinen og forlænge maskinens levetid.
Send forespørgsel


X
Vi bruger cookies til at tilbyde dig en bedre browsingoplevelse, analysere trafik på webstedet og tilpasse indhold. Ved at bruge denne side accepterer du vores brug af cookies.
Privatlivspolitik